This RFID antenna is specially designed for forlift application. It comes in compact size with high robustness and endurance while delivering high reading ability.
The MarkTag MeM is an active RFID tag which is the ideal choice of ID-tag for applications when a wider and longer reading range is needed. The active RFID Tag has a great angel of reading by using a state of the art antenna technology.
This RFID tag is a read-only 2.45 GHz RFID tag. Each RFID tag has its own ID-tag which has a pre-programmed 8-digit unique identity code. It also has a large 32 bit checksum that virtually eliminates the risk of incorrect tag reads even with several ID-tags identified simultaneously. The RFID tag is battery powered, keeping the tag alert, for instantaneous response to the reader signal. The lifetime of the RFID tag is fully predictable +6 years, independent of the number of times it is being identified
Key Technical Data
Dimensions: 41x41x13 mm (1.61×1.61×0.51 in)
Operating frequencies 2.435 GHz to 2.465 GHz
Read range: Up to 10 metres up to 14 metres with LR-6 XL reader (46ft)
Battery lifetime: Typically +6 years. Lifetime is dependent on temperature.
Operating temperatures: Operating temperatures -20 °C (-4 °F) to +70 °C (+158 °F)
Encapsulation: Material Robust polymers
Battery lifetime: Typically +6 years. Lifetime is dependent on temperature
Colour: Two tones of grey
Ingress Protection: IP 54
Certifications:
Certifications CE Certificate according to R&TTE-Directive 1999/5 /EC, Annex IV, Health: 1999/519/EC, EL.Safety: EN 60950, EMC: EN 301489-3:2000, Radio: EN 300 440:2001 RoHs
Mark Tag MeM
http://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.png00Wirote Ngamsukkasamesrihttp://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.pngWirote Ngamsukkasamesri2020-08-24 11:37:282020-09-18 08:57:19Active RFID Tag (Mark Tag MeM)
The MarkTag HD is an active RFID tag which is designed for our door environement. This RFID tag is the standard choice for applications where there is no need to write information to the ID-tag. The MarkTag Outdoor is made for outside mounting on a vehicle/object and can be mounted directly on to metal surfaces. The RFID tag is robust, vibration resistant, waterproof and UV stable.
The RFID tag has a pre-programmed 8-digit unique identity code from factory that comprises a 32 bit checksum for automatic verification. This eliminates substitution errors even with several ID-tags identified simultaneously. . The lifetime of the active RFID tag is predictable +6 years independently to the number of reads.
Key Technical Data
Dimensions 91 x 59 x 8 mm (3.6 x 2.3 x 0.3 inch)
Operating frequencies 2.435 GHz to 2.465 GHz
Read range : Up to 10 metres
Battery lifetime: Typically +6 years. Lifetime is dependent on temperature.
Operating temperatures -20°C (-4°F) to +85°C (+185°F)
Encapsulation: Encapsulation Robust Polymer
Colour: Black
Ingress Protection: IP67
Certifications:
CE Certificate according to R&TTE-Directive 1999/5/EC, Annex IV, Health: 1999/519/EC, El.Safety: EN 60950, EMC: EN 301489-3:2000, Radio EN 300 440:2001
Mark Tag HD
http://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.png00Wirote Ngamsukkasamesrihttp://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.pngWirote Ngamsukkasamesri2020-08-20 22:49:452020-09-18 08:58:48Active RFID Tag (Mark Tag HD)
The MarkTag Classic is an active RFID tag which is designed to work with Tag Master LR6 active RFID reader. This RFID tag is the ideal choice of ID-tag in parking and access control applications that ask for hands-free access. The MarkTag Classic is a read-only 2.45 GHz RFID tag. Each ID-tag has a pre-programmed 8-digit unique identity code. A 32 bit checksum ensures a very safe read. In combination with a random reflection of the RFID reader signal, this eliminates substitution errors even with several ID-tags identified simultaneously. The RFID tag is battery powered, keeping the ID-tag alert, for instantaneous reflection of the reader signal. The lifetime of the active RFID tag is predictable +6 years independently to the number of reads.
Key Technical Data
Dimensions 86 x 54 x 3 mm (3.39 x 1.612.13 x 0.12 inch)
Operating frequencies 2.435 GHz to 2.465 GHz
Read range : Up to 6 metres with LR-6 reader
Battery lifetime: Typically +6 years. Lifetime is dependent on temperature.
Operating temperatures -20°C (-4°F) to +85°C (+185°F)
Encapsulation: IP54
Colour: Grey scale
Certifications:
CE Certificate according to R&TTE-Directive 1999/5/EC, Annex IV, Health: 1999/519/EC, El.Safety: EN 60950, EMC: EN 301489-3:2000, Radio EN 300 440:2001
Active RFID Tag (Tag Master Mark Tag)
http://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.png00Wirote Ngamsukkasamesrihttp://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.pngWirote Ngamsukkasamesri2020-08-18 11:50:262020-09-18 09:00:14Active RFID Tag (Mark Tag Classic)
The word “Real time location tracking (RTLS)” was created to describe and differentiate the technology that not only provided the automatic identification capabilities of active RFID tags, but also added the ability to view the location of the tagged objects. It is a system used to automatically identify and track the location of objects or people in real time, usually within a building or other contained area. Wireless RFID tags are attached to objects or worn by people, and fixed reference points receive wireless signals from RFID tags to determine their location.
How it works
RTLS solutions comprise active RFID tags, technology platforms (Wi-Fi, Infrared, Bluetooth Low Energy, Low Frequency, ultrasound and others), hardware infrastructure (readers & exciters) and other components (servers, middleware & end-user software). RTLS tag which is active RFID tag is affixed to mobile items to be tracked. RTLS reference points, which can be either transmitters or receivers, are spaced throughout a building (or similar area of interest) to provide the desired tag coverage.
ID signals from a RFID tag is received by a multiplicity of readers and a position is estimated using one or more locating algorithms, such as Angle of Arrival (AoA), Angle of Departure (AoD), Time of arrival (ToA), Multilateration (Time difference of arrival) (TDoA) or etc. Localization with multiple reference points requires that distances between reference points in the network in order to precisely locate a RFID tag, and the determination of the location
Real Time Location Systems for Personnel and Assets
Identify has partnered with Extronics to provide real time location system for personnel and asset in hazardous area. The system consists of
Active RFID tags
Tag Exciters
Software
Wireless access points
Active RFID tags
Active RFID tags contain their own batteries and transmit their ID signal at regular intervals, without needing external prompting. The tags are certified with ATEX and IECEx so they can be used in hazardous area.
Tag Exciters
Tag exciters use LF to trigger tags as they pass through, go into or out of a tightly defined area (e.g. a chokepoint, entrance point, room, sub-room, bridge, stairwell). The tag exciters help our RTLS pinpoint the exact location of people or assets, and even raise alarms if needed. The exciters are also available in ATEX, IECEx, and North American hazardous area certified models
Software
The MobileView visibility platform enables you to track, locate, monitor, and manage your assets and personnel from a single platform. With purpose-built applications for personnel and asset management, evacuation monitoring, and condition monitoring is the industry’s most advanced end-user application for Real-time Visibility Solutions,
Wireless access points
We employs the standard Wi-Fi networks as a core infrastructure to pass wireless signals from tags to the network. The same Wi-Fi networks can also be used for other Internet of Things solutions, such as data and voice services.
http://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.png00Wirote Ngamsukkasamesrihttp://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.pngWirote Ngamsukkasamesri2020-07-29 13:02:492020-07-29 13:02:53Active RFID: Real Time Location Tracking (RTLs)
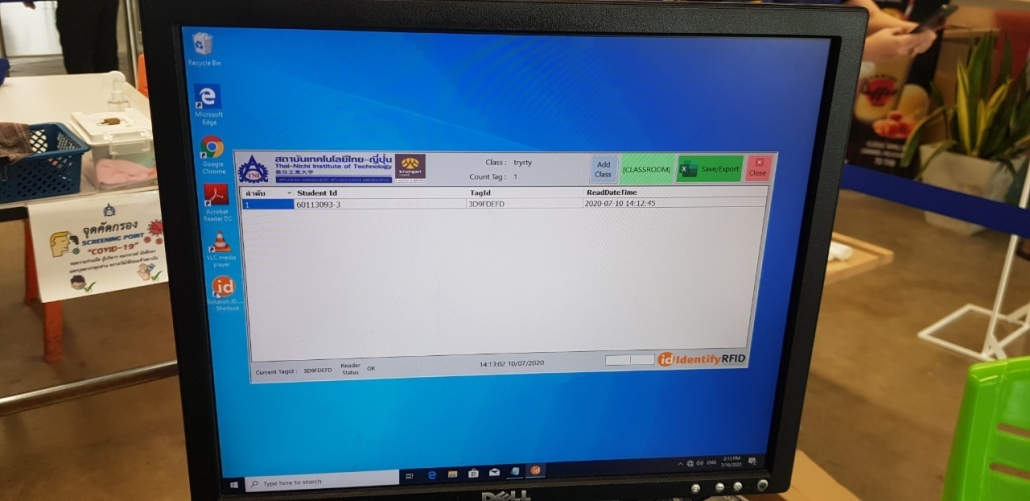
Presently, many universities have worked with banks to use of ATM/debit cards as student ID cards. The current student ID in Thai-Nichi Institute of Technology is also ATM card which is issued by Bank of Ayudhaya. Since the ATM card is embedded with RFID technology, Identify, being an RFID expert, has worked with Bank of Ayudhaya to maximize the usage of this RFID card.
During Covit-19 pandemic, it is essential to record the timeline of individual student without any contact. One key advantage of RFID technology is contactless ability. Therefore, we have developed a self class attendance checking station. The station is embedded with RFID reader and bar code scanner. Students just simply place their student RFID cards on the station. The station will automatically capture student ID which is in bar code format. Simultaneously, the station will also record their RFID UIDs in order to ensure that this record is processed with the student card. With the benefits of RFID technology, the station can totally eliminate any contact activity in order to Covit-19 contamination.
http://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.png00Wirote Ngamsukkasamesrihttp://www.id.co.th/wp-content/uploads/2019/01/logo-300x101.pngWirote Ngamsukkasamesri2020-07-11 22:27:022020-07-13 07:43:14Using RFID technology to reduce Covit-19 contamination
Returnable container is widely used in logistics activity. However, managing this asset is one of the challenging tasks. It is critical to have adequate quantity of this asset otherwise it can easily impact operation, but having this asset means investment. The more you have this asset, the more investment you put on this. Therefore, it is essential to balance the stock and the demand on this asset. Most companies still employ manual to handle this asset, which leads to tracking errors and mishandling. These assets have low level of ownership. The assets are filled with products when they are shipped or delivered to the clients. Once the products in the containers have been consumed, these assets are emptied and left in the site without proper management. Identify has employs RFID technology to develop a solution to manage returnable asset.
SOLUTION
The RFID readers are installed at key strategic areas such as entrance and exit of warehouse or etc. Each container is embedded with RFID tag. When the containers are passed the RFID readers, the readers will automatically scan the RFID tag and send their information into database. Our system will record the time and status of the container such as IN or OUT of warehouse without human intervention. With the unique ID of RFID tag, we can effectively differentiate each container. Our system can identify the usage time of each container, and the containers in client site.
RESULTS
Eliminate human operation on scanning individual container.
Reduce work force on data entry because information is automatically recorded into the system
HyWEAR compact is a hybrid Barcode and RFID Wearable device that makes manual materials handling process more efficient by freeing both hands to perform work. The device is installed on a comfortable handcuff, leaving the user’s fingers, hand and arm to work freely. The worker’s hands are completely to pick up and move items while doing warehouse or logistic operations.
The device can read 1D barcode, 2D barcode and UHF RFID tag. It provides the connectivity via Bluetooth and Wifi. For the Wifi roaming, it can automatically switch from one radio cell to the next without logging in. It has a high capacity, long-life rechargeable battery. Should the battery require replacement during a work period, it can easily be replaced.
Key Technical Data
Dimensions: 60 mm x 50 mm x 23 mm
Weight : 70 g
Computer Interface:
Wifi 2.4 Ghz with roaming function
Bluetooth 5.0
RFID technology support: UHF
Supported transponders: EPCglobal UHF Class 1 Gen 2